精益生产包含很多方面,这是一个比较宽泛的话题,从各方面详细解析需要耗费大量时间和篇幅,今天我结合汽车线束行业以及基于自身的经验简单的做一个介绍和汇总。
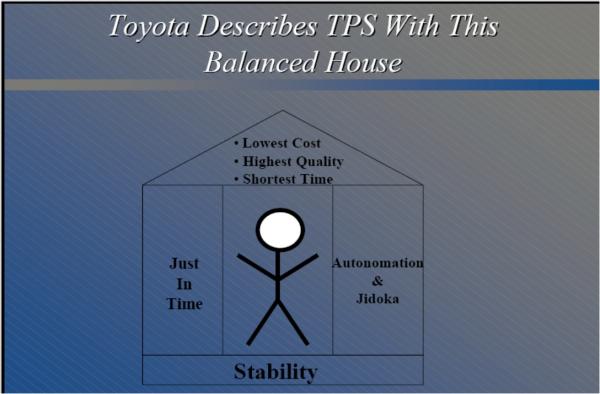
这是一个老生常谈的话题,精益生产(Lean)诞生于丰田,后推广到全世界,很多500强公司特别是汽车行业都在使用这个工具,发展到现在,每个公司无论大小基本都有,只是规模或多或少有所区别,但目前看来还是只有丰田把这一套执行到位了。 精益生产包含很多方面,这是一个比较宽泛的话题,从各方面详细解析需要耗费大量时间和篇幅,今天我结合汽车线束行业以及基于自身的经验简单的做一个介绍和汇总。
精益生产Lean基本概念和操作方法这里就不复述了,每个公司都会根据自己的实际情况把这一套理论作某些改动和升级,其中个人感觉做的比较好的是意大利马瑞利(Magnet&Marelli),完成形成了自己的一套体系,叫做WCM, 意思是world classic manufacture,其中有很多种工具和手法,但都万变不离其宗,一般都是从下面六个方面着手进行改善。
1.提升产品品质。为什么把它放在第一位?因为现在消费者越来越重视产品的品质,特别是在各大主机厂投诉不断增多的情况下,优秀稳定的产品质量就是消费者选择的最重要的一个指标以及营造良好的口碑,可以形成良性循环。
改善提升品质从来都不是一个部门的事情,并且仅靠质量部也是无法完成的;有一句老话“品质是靠生产而不是检查出来的”,提升全员品质意识是正确的操作,只不过需要一个长时间的潜移默化,所以,我认为比较靠谱的做法是成立一个跨部门的多功能团队,由具有丰富经验的各部门优秀员工组成,每天跟进产品的发生的问题,及时分析制定改善措施并尽可能快速的执行,这一方法特别针对新项目试产到量产之间,能有效的保证品质改善,其实,这就是Lean 其中的一个概念“Kaizen”,意思是持续的小的改善,改善小组的实际工作方法就是对可能导致不良的一切因素做分析和判断,越详细越能解决问题,不积跬步无以至千里,从细节抓起,坚持用PDCA思维跟进问题,无往而不利!
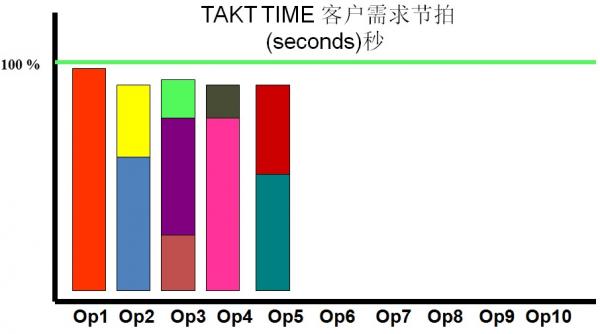
2.提升生产线平衡率和生产效率。 这两点我把它放在一起因为两者之间是充分但不必要的关系,而且有时候是互相紧密关联的。这两点也是一个传统IE工程师的工作重心。大家都知道,提升流水线的效率最关键就是消除瓶颈工位,让所有工位都保持和Takt Time差不多的水平,快太多会产生等待,慢太多无法完成工作,这就涉及到工位之间的平衡。 一句话,改善后的瓶颈工位只要满足节拍时间就行了,这样才做得出满足客户需求的产量。
举个例子,一个新车型预计年产量5万辆,以一年285天工作日计算,每天需要生产175条线束,我们公司是每天工作10.5小时(一个班次),那么Tackt Time=(10.5X3600)/175=216m/pcs,也就是说每个工位工作时间不能超过216秒,流水线有两台焊接机B1/2, B1的时间是223秒,B2是207秒,这是不合理的;从B1调整1个焊点去到B2, 改善后 B1 215秒,B2 214秒,拉低了瓶颈工位满足了节拍时间还做到了工位平衡,在这个过程中,平衡率和效率是相辅相成的。