在汽车线束行业,有两种生产模式,第一是工装板流水线,适合发动机舱和内舱大线束,第二种是单板生产,适合各种门线/天窗/保险杠等小线;无论哪一种,追求效率都是必要的,拿出传统的IE分析观察手法和工具,仔细观察整个过程中的细分动作,定义哪些动作是不增值需要消除的,哪些动作是必须的但是可以用治具或其他工具辅助员工加快速度的,客观统计分析拿出方案进行改善。节省时间意味着在提升效率的同时有可能节省人员,一个个小的“Kaizen”积累起来cost saving 也是可观的,这需要付出耐心和细心。
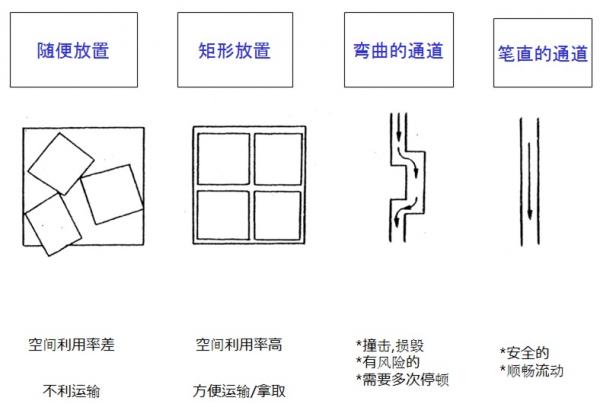
3. 优化布局。这也是传统IE的工作重点。一般包含三个方面。第一是工厂整体布局。首先考虑不同区域之间要分开,以线束为例,包装测试/总装线/预装线/切线区和预装VK区要按照生产的顺序(从前端往后端)依次以区域为单位安置,不可能出现切线区在总装线后面这种错误。整体布局定下来以后,人员走动和物料运输的线路也要定下来,一般按照矩形放置(物料/机器)和直线行走的规则来,尽量避免绕路,节省人员走动和物料运输时间。
第二是具体工位人员和物料之间的安排。一个原则,让员工拿取物料和电线便捷不易出错。工装板/物料桌/线架是线束工厂内三种物料放置承载体; 很多时候,工装板成为轻便物料放置的首选,像卡钉/扎带/胶布等小件物料,因为员工面对工装板直接拿取即可,无需转身。

稍大一点的物料,像连接器/保护套管/需要组装的塑料件等一般是放置在员工身后的物料桌上,转身即可拿取,无需走动,以上是总装区的物料放置。
预装区物料和电线一般放置在专用线架上,每种不同电线有标签库位可以识别.员工面对线架,先按照指导书找准电线,如下图,短线在盒子里,长线悬挂起来,拉出电线插入对应连接器孔位完成预装,每种电线都有自己的标签区分,颜色相近的电线(多是绞线)隔远分开放置避免员工拿错。
